





















Collision Sensor | arc laser plasma | QS-AW
Collision detector QS-AW: Protect your equipment and boost productivity. Unique design for all industries.

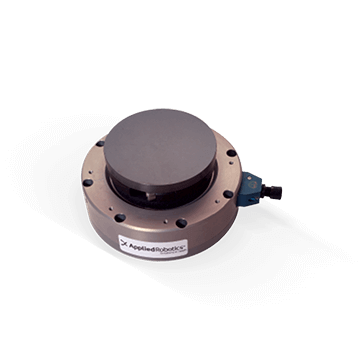
Arc laser plasma collision sensors have been uniquely designed for your harsh applications such as welding or laser cutting.
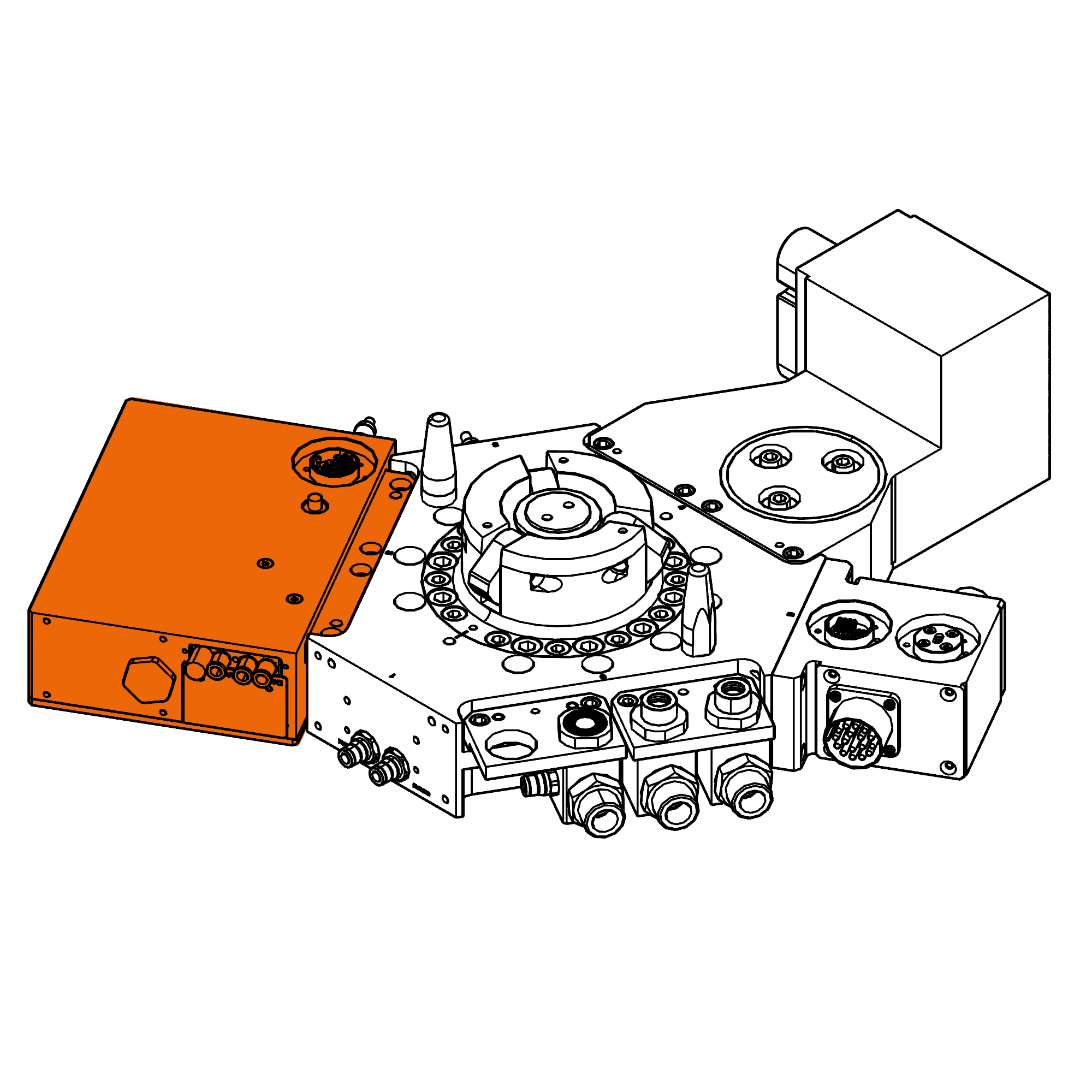
- Dynamically variable collision sensor that operate on air pressure. Breakaway threshold adjusts to match the working force ranges of robot/application
- Non compressive, metal to metal seal for reliable and consistent operation
- Opening of QuickSTOP air chamber at impact, pressure exhaust and switch signal stop the robot
Advantages
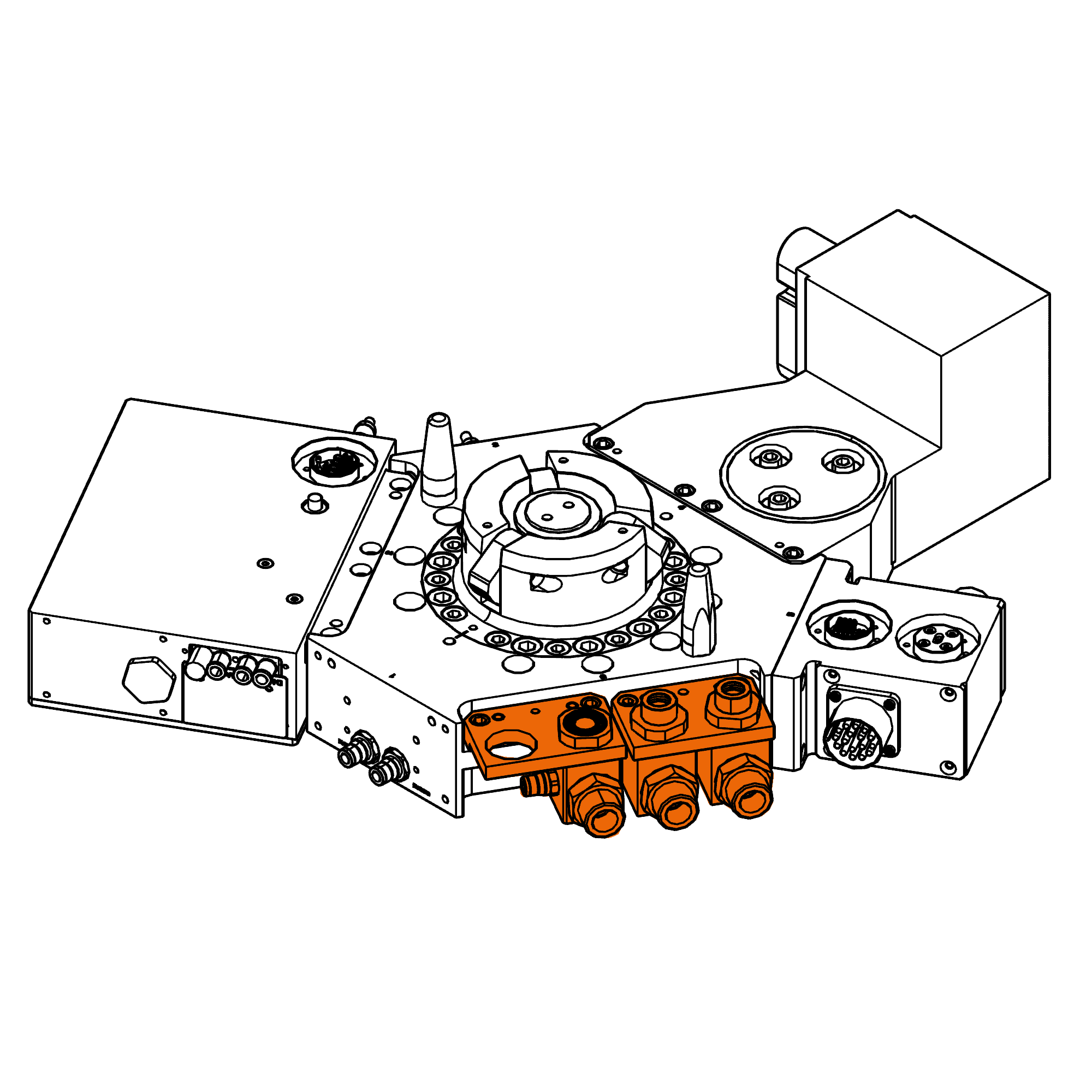
- Senses angular and compressive forces. QuickSTOP’s unique design offers protection in X, Y and Z axis
- Linear and angle strokes available to remove the forces from end of arm tooling and robot wrist at trip point
- Performance readiness is monitored by QuickSTOP. When pressurized, the switch indicates that the QuickSTOP is reset in proper position
Benefits
- Minimize down time, quick reset, no need for recalibration, stopping robot at source of impact allows for easy identification of cause
- Minimize robot and expensive end of arm tooling damage during robot programing. A must for any education or robot training cell
- Easy to implement, simple to adjust pressure level according application, quick return on investment













